传 真:+86-0531-88873028
QQ在线:5718295
邮 箱:esoaring@163.com

韶欣耐磨药芯焊丝
[ 时间: 点击: ]

基本介绍:
韶欣铁基高铬合金耐磨药芯焊丝是在长期的试验、实践过程中,结合国际、国内先进经验,自主研发生产的。先进的配方加专业的生产设备和严格的生产工艺,造就了高品质的韶欣耐磨焊材。
韶欣焊丝在合金含量方面优于国内同系列产品,并具备填充率稳定、成型及可焊性好、应力释放好、与其他材料相溶性好等显著优点。
韶欣焊丝系列基本涵盖磨粒磨损的多种工矿领域,温度涵盖:常温(<350度)、550度、850度;典型应用:耐磨板、立磨、挤压辊、圆锥破、鄂破、高炉及烧结机高温应用等。
规格及产能:
规格:焊丝直径:∮2.8;∮3.2;
包装:卷装50㎏/卷;250㎏/桶
遵照标准:GB10045-88
产能:拥有焊丝拉丝线4条;月产能600吨。
产品系列说明:
一、 SX-600系列
材料标识:高铬、碳铁基硬质合金
典型合金含量:4.5C-28Cr;
硬度说明:堆焊第一层:约56-60HRC;堆焊第二层:约58-62HRC;
在纯焊材层:约60-63HRC;
焊材特性:SX-800具有高抗磨性,产生奥氏体,堆焊材料中含有初始炭化物。当施于磨损应力时,材料显示极其耐磨。材料易于磨(拋)光,但不能火焰切割,并且不能机加工,会有裂纹形成。
应用领域:极其适用于承受高度磨损和中等冲击的部件做硬面处理。典型应用:耐磨板、中速磨/煤磨的新品及堆焊修复。应用温度范围不能超过350℃。
系列说明:SX600适合耐磨板的多层堆焊;SX600B适合2-3层耐磨板的堆焊;SX600B+仅适合单层耐磨板的堆焊。
二、 SX-600M
材料标识:高铬、碳铁基硬质合金
典型合金含量:4.5C-28Cr-1Mo;
硬度说明:堆焊第一层:约58-62HRC;堆焊第二层:约60-63HRC;
在纯焊材层:约63-66HRC;
焊材特性:SX-800M具有高抗磨性,产生奥氏体,堆焊材料中含有初始炭化物。当施于磨损应力时,材料显示极其耐磨。材料易于磨(拋)光,但不能火焰切割,并且不能机加工,会有裂纹形成。
应用领域:极其适用于承受高度磨损和中等冲击的部件做硬面处理。典型应用:耐磨板的多层堆焊、煤磨新品及堆焊修复。应用温度范围不能超过350℃。
三、 SX-617(埋弧)
材料标识:高铬铁基硬质合金
典型合金含量:0.2C-17Cr-0.5V;
硬度说明:在纯焊材层:约42-45HRC;
焊材特性:埋弧焊专用焊丝,较高耐磨性,高耐冲击性,板面无裂纹,耐磨耐腐蚀,能耐500度高温。
应用领域:合金钢、不锈钢、符合钢上的打底及硬面堆焊,冷轧辊、轴类表面修复及堆焊,堆焊后可机加工。
四、SX-630
材料标识:铁基硬质低合金
典型合金含量:0.1C-1.5Cr-0.4Mo;
硬度说明:在纯焊材层:约为280-330HB,28-33HRC;
焊材特性:SX-630是一种具有高挤压应力、抗龟裂的铁素体/珠光体堆焊材料。此材料可以被机加工、锻造,将呈现出约10%的拉伸度。
应用领域:典型的应用是作为打底层,以便于再其上面堆焊更应的耐磨材料。也用于起重机轮、绳索滑轮和轨道的修复、再造。
五、SX-660
材料标识:高锰成分、铁基合金
典型合金含量:0.4C-15Mn-14Cr-1Ni;
硬度说明:抗拉强度:820N/m㎡;在纯焊材层:190-230HB(焊接条件下),40-50HRC(加工硬化);
焊材特性:SX-660能够产生奥氏体(无磁化),极有韧性且有抗裂性能的堆焊材料。冲击会使其表面变硬。此堆焊材料具有与其他可焊钢极好的相熔合的特性。不适合用火焰切割。
应用领域:极其适用于有挤压应力的工况,充当有韧性的过渡层材料。主要用来堆焊工件,用于承受冲击应力,及再造、修复由黑锰钢制成的部件。例如:锤头、搅拌(打浆)臂和挤压辊。
六、SX-61996
材料标识:铬-镍-锰奥氏体铁质合金
典型合金含量:0.1C-6Mn-19Cr-9Ni;
硬度说明:抗拉强度:约为580N/m㎡;延伸率A5:约为40%;在纯焊材层:约38HRC(加工硬化);
焊材特性:SX-61996是一种耐腐蚀,并具有良好地延伸性,产生奥氏体钢的堆焊材料。连接性好,和基材及硬面层的结合均好。
应用领域:过渡层:堆焊在锰合金钢上;堆焊在可硬化的钢板上;硬面堆接。典型应用:修复水泥生料磨、煤磨时的打底。
七、SX-800
材料标识:高铬、碳铁基硬质合金
典型合金含量:4.5C-28Cr;
硬度说明:堆焊第一层:约56-60HRC;堆焊第二层:约58-62HRC;在纯焊材层:约60-63HRC;
焊材特性:SX-800具有高抗磨性,产生奥氏体,堆焊材料中含有初始炭化物。当施于磨损应力时,材料显示极其耐磨。材料易于磨(拋)光,但不能火焰切割,并且不能机加工,会有裂纹形成。
应用领域:极其适用于承受高度磨损和中等冲击的部件做硬面处理。典型应用:耐磨板、中速磨/煤磨的新品及堆焊修复。应用温度范围不能超过350℃。
八、SX-800M
材料标识:高铬、碳铁基硬质合金
典型合金含量:4.5C-28Cr-1Mo;
硬度说明:堆焊第一层:约58-62HRC;堆焊第二层:约60-63HRC;在纯焊材层:约63-66HRC;
焊材特性:SX-800M具有高抗磨性,产生奥氏体,堆焊材料中含有初始炭化物。当施于磨损应力时,材料显示极其耐磨。材料易于磨(拋)光,但不能火焰切割,并且不能机加工,会有裂纹形成。
应用领域:极其适用于承受高度磨损和中等冲击的部件做硬面处理。典型应用:耐磨板、煤磨/中速磨/水泥立磨/矿渣磨的新品及堆焊修复、辊压机的硬面层。应用温度范围不能超过350℃。
九、SX-843
材料标识:高碳化铬、铌、钼铁基硬质合金
典型合金含量:5.4C-22Cr-6Nb;
硬度说明:堆焊第一层:约57-61HRC;堆焊第二层:约57-63HRC;在纯焊材层:约61-65HRC;
焊材特性:SX-843具有很高的抗磨损性能。由于能分离出细微的、非常硬的碳化铌,使含初始碳化物的堆焊材料极抗磨损。具有一般的抗冲击能力,但抵抗剥落性强,不适合火焰切割,不能机加工,会有裂缝形成。
应用领域:极其适用于承受高度磨损和一般冲击的部件做硬面处理。例如:辊压机的花纹层,矿渣磨及含鹅软石的生料磨的外层堆焊。应用温度不能超过350度。
十、SX-835
材料标识:高铬、碳铁基硬质合金
典型合金含量:4.5C-28Cr-2Ni-1.5Mn;
硬度说明:在纯焊材层:58-62 HRC;
焊材特性:SX-835具有高抗磨损性,产生奥氏体,堆焊材料中含初始碳化物。在主要是磨损的工况下,材料极为耐磨。此材料容易抛光、不宜用火焰切割、抗剥落、不能机加工处理。 高含量Cr, 以及附加的Mn、Ni等使材料的抗热性能增强,使用温度应不大于550 ℃。
应用领域:极其适用对于承受高度磨损和中等冲击、且在较高温度工况下工作的部件做硬面处理。例如:螺旋桨(器)、滤(筛)网、风机叶轮、衬板、护栅棒、焦炭推杆(板)、烧结矿、熔渣破碎机。
十一、SX-845
材料标识:高碳化铬、铌、钼铁基硬质合金
典型合金含量:5.5C-21Cr-7Mo-1V-2W-7Nb;
硬度说明:堆焊第一层:约58HRC;堆焊第二层:约62HRC;在纯焊材层:约60-66HRC;
焊材特性:SX-845具有最高级别的的抗磨损能力,焊材中含有初始碳化物,产生极高硬度。应用温度应小于850℃,材料会呈现应力腐蚀裂缝,抗冲击能力有限,不能机加工。
应用领域:极其适用于遭受强磨损和一般冲击负荷强度的工作进行堆焊,适用于高温环境。例如:风机部件、高炉炉盖表面、热尘传输管、筛板、烧结矿破碎机,高炉布料溜槽。
十二、SX-850
材料标识:高碳、高铬,附加有硼元素的铁基硬质合金
典型合金含量:4.5C-28Cr-1.5B;
硬度说明:堆焊第一层:约59-62HRC;堆焊第二层:约61-64HRC;在纯焊材层:约63-65HRC;
焊材特性:SX-850具有特别高的硬度,硼和碳的结合会产生极其抗磨损的性能,但抗冲击能力较弱。工件表面堆焊后,再变形性有限。材料会显示出应力腐蚀裂缝,不能机加工。
应用领域:特别推荐使用在对要求极度抗磨损,且冲击力小的工件做硬面处理。例如:压缩及螺旋输送机,烟尘管道、筛网和旋风机部件、溜槽等。
十三、SX-880
材料标识:铁基硬质Cr-Mo-Ni-C亚共晶合金
硬度说明:在纯焊材层:约50-53HRC;
焊材特性:SX-880是高性能的药芯焊丝,熔敷率可达15kg/h,抵抗冲击与磨损的焊接材料。在焊接情况下不能机加工,脱火后可机加工,表面呈现应力裂纹。
应用领域:极其适用于冲击与磨损应力相结合的工况。例如:圆锥破碎机、风镐、十字镐、挖掘机前齿、粉碎机轧辊、导轨等。
一、耐磨板

单层堆焊:SX-600B+
双层堆焊:SX-600B
多层堆焊:SX-600;SX-800
风机叶片:SX-600M;SX-800
550度高温:SX-835
850度高温:SX-845
二、辊类堆焊

煤磨:SX-600M;SX-800;
SX-800M(煤质不好时选用)
水泥生料磨:SX-800M
物料含鹅软石的生料磨和矿渣磨:
基础堆焊SX-800M;最后3-4层SX-843
三、挤压辊
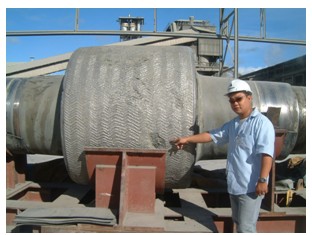
第一道工序:SX-630打底堆焊
第二道工序:SX-660过渡层堆焊
第三道工序:SX-800M耐磨层堆焊
第四道工序:SX-843花纹层堆焊
在小修过程中,若对花纹层不断补焊,会大幅度的提高挤压辊的使用寿命。
SX-845最高耐温850℃

 鲁公网安备 37011202000320号
鲁公网安备 37011202000320号